EXPERIMENT OVERVIEW
The DIAMOND experiment (Digital Intelligent Assistant for Additive Manufacturing Optimized by AI-based moNitoring for Decision-making) addresses a critical gap in the Laser Powder Bed Fusion (LPBF) additive manufacturing process: the inability to systematically exploit in-situ monitoring data for real-time quality control and decision-making. While modern LPBF machines are equipped with advanced sensors and monitoring software capable of collecting vast amounts of process data, the interpretation and analysis of this data remain largely manual, expert-dependent, and reactive. Defects such as porosity, residual stresses, local overheating, and geometric distortions are typically identified only after the build is completed, leading to material waste, energy inefficiencies, and costly rework.
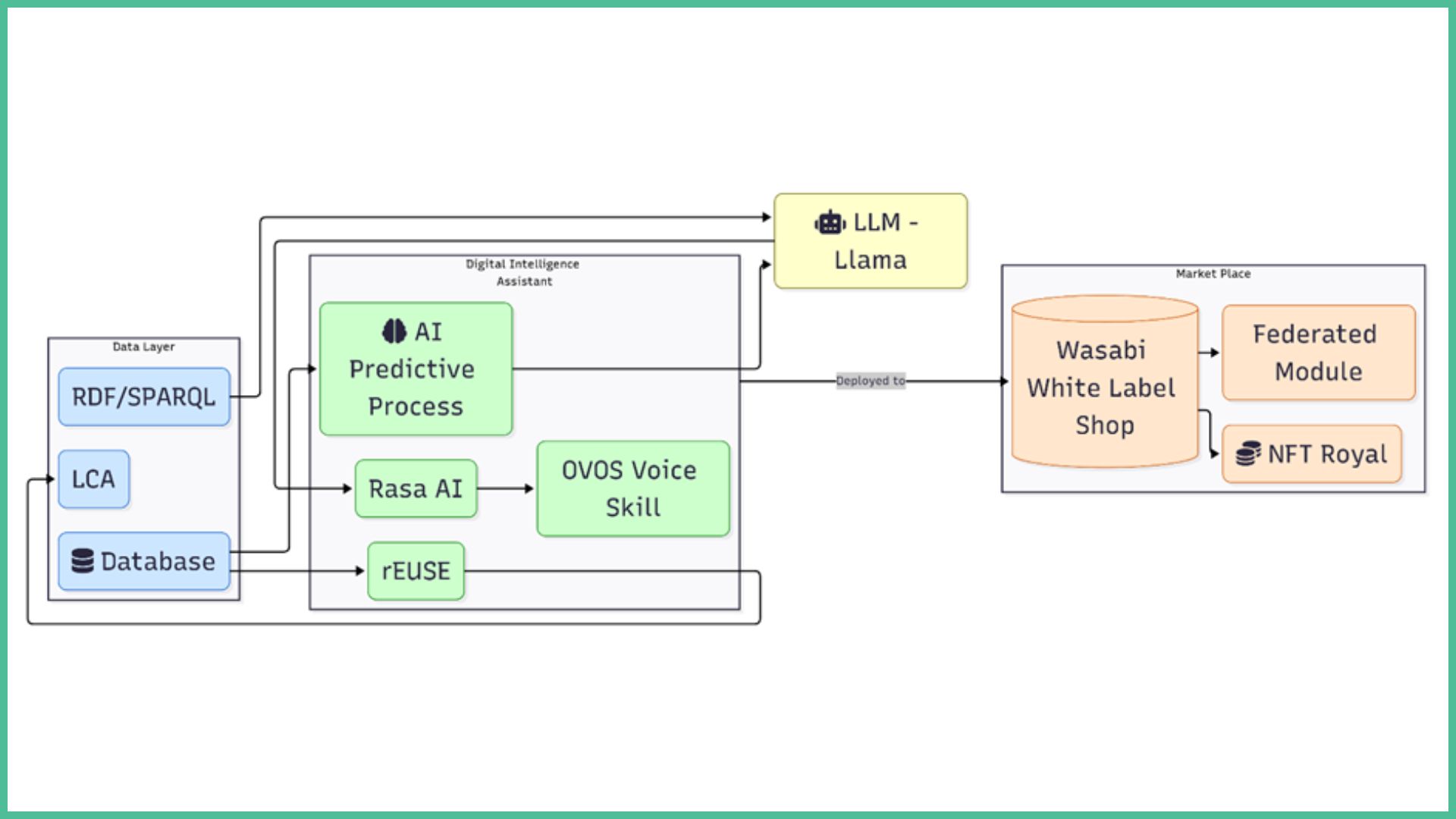
The experiment proposes the development of a Digital Intelligent Assistant (DIA) that integrates AI-driven data analysis, federated learning, and conversational interfaces to enable automated, structured, and scalable interpretation of LPBF monitoring data. The solution is built upon an open-source Large Language Model (LLM) trained on the LPBF ontology, a RASA-based conversational AI for dialogue management, and OVOS voice skills for natural language interaction. Together, these components form an operator-friendly assistant that translates complex sensor data into clear, actionable insights, supporting process control, anomaly detection, and data-driven decision-making during printing.
The experiment is structured in two main phases. The first phase focuses on data collection and generation of a training dataset, including controlled test builds designed to intentionally introduce specific types of defects (such as pores, delamination, and localized overheating zones) as well as historical production data from failed and successful builds. The second phase involves dataset-supported training and validation of AI algorithms for understanding and predicting failure mechanisms and quality deviations, alongside the development and deployment of the DIA. The physical and material properties of the printed parts will be experimentally characterized, and these measurements will be used to validate and refine the predictive models embedded within the software.
The consortium is composed of three complementary partners. f3nice Srl, an Italian SME specialized in metal additive manufacturing and LPBF, acts as the industrial end user and validation partner, providing real production data and testing the DIA in a real manufacturing environment. Log XY Srl, an IT solution provider, is responsible for the software orchestration of the DIA, the development of the trustworthy AI algorithms, and the integration with the WASABI White Label Shop (WWLS) marketplace. Confindustria Emilia-Romagna Ricerca (DIH-ER), a certified Digital Innovation Hub, leads the dissemination, communication, and exploitation strategy, leveraging its network of over 6,300 regional companies to ensure broad adoption and technology transfer.
The DIA solution will be deployed via the WASABI Docker Compose framework and distributed through a fully operational WWLS instance, enabling SME evaluation, marketplace integration, and functional validation. The experiment spans 12 months, moving through the following phases: data collection and experimental analysis (month 1 to 3), prototype development and validation (month 1 to 7), the DIA chatbot development (month 5 to 10), testing in real environments (month 9 to 12), and marketplace integration (months 11 and 12). The experiment is fully aligned with the WASABI 2nd Open Call objectives, contributing to AI-enhanced manufacturing through the development of trustworthy, privacy-preserving, and interoperable digital tools for the shop floor.
In Additive Manufacturing, particularly Laser Powder Bed Fusion, improving part quality and reliability while reducing build failures remains a major industrial challenge. Part properties are heavily influenced by process dynamics, and deviations in parameters such as laser power, scan speed, or environmental conditions can lead to defects including porosity, residual stress accumulation, overheating, and geometric distortion. These issues directly affect the mechanical performance and dimensional accuracy of the final components, which is especially critical in high-value sectors such as aerospace and energy.
While commercial in-situ monitoring systems, such as EOS State OT and EOS State Meltpool, are capable of capturing high-frequency images and detecting real-time variations during the melting process through advanced optical sensors like photodiodes and long-exposure cameras, the interpretation and analysis of this data remains predominantly manual. Expert operators are required to identify anomalies or defects, and this reliance on subjective judgement limits scalability, repeatability, and the speed of quality control. Process corrections are typically implemented only after a failure has already occurred, resulting in a reactive rather than preventive approach to quality management.
Another significant challenge lies in the large volumes of in-situ monitoring data generated during each build, which are often underutilized due to the lack of effective analysis tools. The relationships between process data and the final quality of the part are frequently unclear or weak, especially for complex failure modes such as stress-induced cracks or thermal distortion. Current solutions are limited to simple data visualization and storage or rely on qualitative post-process evaluation, without providing the structured and automated analysis needed to extract actionable quality indicators during the printing process itself.
From an operational perspective, the absence of a unified mechanism to translate raw sensor data into clear, actionable insights for operators constrains the ability of SMEs like f3nice to scale LPBF production efficiently, reduce variability between builds, and accelerate parameter optimization for new materials or geometries. In addition, the available monitoring systems operate with limited integration into daily production workflows. This gap between monitoring capability and practical quality assurance represents the core challenge that the DIAMOND experiment aims to address.
Objective 1:
Develop an automated data management and analysis tool for LPBF in-situ monitoring systems that extracts meaningful quality indicators from sensor data and correlates them with physical characteristics of the printed part, such as porosity, residual stress, and geometric deformation. The system will replace the current manual and expert-dependent interpretation workflow with a structured, scalable, and objective approach to quality assessment. The target is to achieve at least a 30% improvement in defect identification accuracy compared to current semi-automated analysis methods, and a 30% reduction in data interpretation time.
Objective 2:
Develop and validate predictive models that link LPBF process signals to final part properties, enabling proactive quality control through real-time anomaly detection during the build process. By integrating these models into the production workflow, the system will allow operators to identify critical process deviations before defects propagate, supporting earlier intervention and reducing the number of failed builds by at least 20%. This shift from post-process diagnostics to operational decision-support represents a fundamental advancement in the management of LPBF quality.
Objective 3:
Deploy an operator-friendly Digital Intelligent Assistant that integrates an open-source Large Language Model trained on the LPBF ontology, a RASA-based conversational AI, and OVOS voice skills into a unified human-machine interaction framework. The DIA will be deployed via the WASABI Docker Compose framework and made available through the WASABI White Label Shop marketplace, enabling SME evaluation and adoption. The assistant will reduce cognitive load for operators, lower the learning curve for new personnel, and support decision-making via natural language interaction with quality indicators, predictive models, and process anomalies.
The DIAMOND experiment operates within the metal Additive Manufacturing sector, specifically targeting the Laser Powder Bed Fusion process. LPBF is increasingly adopted for the production of high-value, complex metal components in sectors such as aerospace, energy, advanced manufacturing, and industrial research and development. These sectors demand strict quality requirements, including tight tolerances on porosity, residual stress, dimensional accuracy, and mechanical performance, making reliable process monitoring and quality control essential.
The experiment will be carried out at the production facility of f3nice Srl, located in Lombardy, Italy. f3nice operates industry-standard LPBF systems equipped with in-situ monitoring solutions, providing a realistic industrial environment for testing and validating the Digital Intelligent Assistant. The operational environment encompasses both controlled experimental builds, designed to introduce known defects and test the response of the AI tools, and real production conditions using historical and ongoing manufacturing data. This dual approach ensures that the solution is validated not only in laboratory-like conditions but also under the variability and constraints of actual production workflows.
The primary target users of the DIA are LPBF machine operators, process engineers, and quality control personnel at f3nice, who will interact with the system through conversational and voice-based interfaces to monitor builds, interpret process data, and receive real-time alerts and recommendations. Secondary stakeholders include SMEs across the Emilia-Romagna manufacturing ecosystem, who will benefit from the replication and adoption pathways facilitated by DIH-ER through workshops, webinars, and one-to-one innovation assessments.
Relevant constraints include the need for compliance with GDPR and the EU AI Act for all data processing and AI-driven functionalities, as well as alignment with ISO/IEC 42001 and EU Trustworthy AI guidelines. The solution must integrate with existing commercial monitoring systems and their proprietary data formats and APIs, and must operate within the security and data governance requirements of an industrial production environment. Data privacy is ensured through federated learning and end-to-end encryption, allowing decentralized validation without the exchange of raw data between partners.
EXPECTED IMPACT
EXPECTED IMPACT
The DIAMOND experiment is expected to generate significant technological, economic, and commercial impact for the consortium partners and beyond. From a technological perspective, the introduction of an advanced tool for the automatic analysis of process data in LPBF represents a substantial step toward more efficient, predictive, and scalable quality control. The system will enable the reduction of failed builds by improving the ability to detect and interpret anomalies in real time, shorten the time associated with the qualification of new materials through structured and guided parameter optimization, and minimize rework and disqualified parts caused by undetected defects in the early stages of production.
The experiment defines clear measurable targets to assess its success. Defect detection accuracy is expected to improve by at least 30% compared to the current baseline, which relies on expert interpretation of post-process data. Data interpretation time is targeted for a reduction of at least 30%, reflecting gains in operational efficiency through automated analysis. Operator productivity is expected to increase by at least 25%, driven by reduced manual supervision time and faster defects localization enabled by the DIA. Quality control costs are targeted for a reduction of at least 20% through the selective replacement of extensive post-process inspections with in-situ AI-based monitoring. The number of failed builds on monitored parts is expected to decrease by at least 20% as a result of proactive anomaly detection and early intervention.
From an economic perspective, these improvements translate into measurable savings in terms of reduced cost of failed prints, lower expenditure on non-destructive testing, and faster development and qualification cycles for new materials and product designs. From a commercial standpoint, the integration of a user-friendly DIA into existing production workflows will facilitate the adoption of advanced monitoring systems even by non-expert operators, expanding the potential market to a broader user base and strengthening the partners’ positioning as providers of innovative solutions in the field of additive manufacturing.
The dissemination and outreach activities led by DIH-ER are expected to reach at least 120 SMEs through communication and dissemination channels, with at least 40 SMEs actively participating in workshops and webinars, and at least 3 qualified adoption leads generated during the project duration. At least 5 dissemination actions will be carried out at the European level through channels such as the Enterprise Europe Network, COST Action EUMINE, and the WASABI platform. The solution will be integrated into the WASABI White Label Shop marketplace, delivered as a modular and interoperable software suite, and designed for extension to other manufacturing domains through flexible AI models and federated learning architecture, ensuring long-term sustainability and scalability beyond the experiment itself.
GALLERY